Mesin vulkanisasi drum adalahituPeralatan utama dalam produksi lembaran karet, sabuk konveyor, lantai karet, dll. Produk ini divulkanisasi dan dibentuk dengan suhu dan tekanan tinggi. Komponen intinya meliputi drum vulkanisasi utama, sabuk baja tekan, rol penggerak, rol penegang, dll. Sabuk baja berperan penting dalam proses ini.inBerfungsi untuk mentransfer tekanan dan panas dalam proses vulkanisasi, dan merupakan komponen penting untuk memastikan kualitas produk.
Sabuk baja tahan karat yang dikeraskan dengan pengendapan yang banyak digunakan dalam mesin vulkanisasi drum memiliki kinerja yang sangat baik: yang paling representatif adalah Mingke MT1650, di mana 1650menunjukkan bahwa kekuatan tarik itubajais1650N/mm²baja tahan karat martensitikBerdasarkan luas penampang sabuk baja, kita dapat menghitung gaya tarik maksimum sabuk baja. Kekuatan tarik strip baja hanyalah nilai referensi, dan gaya tarik yang ditanggungnya berhubungan langsung dengan masa pakai. Selain itu, waktu pemakaian aktual sabuk baja, jenisnya,sJumlah produk yang dihasilkan, dan perawatan harian sabuk baja, semuanya merupakan faktor yang memengaruhi umur pakai sabuk baja.
Dengan perkembangan teknologi, baja tahan karat martensitik MT1650 dari Mingke telah digunakan secara luas dalam mesin vulkanisasi drum, yang tidak hanya mencapai tingkat manufaktur di Eropa, tetapi juga memiliki lebih banyak keunggulan dari segi ekonomi. Baja tahan karat pengerasan presipitasi Mingke MT1650 adalah baja tahan karat martensitik pengerasan presipitasi rendah karbon berbasis kromium.,nikel,Tembaga. Keunggulan utamanya terletak pada karakteristik kekuatan tinggi, ketahanan korosi yang baik, dan tidak mudah berubah bentuk akibat perlakuan panas, serta mempertahankan kekuatan tinggi hingga suhu sekitar 600 °F (316 °C). Pada saat yang sama, sabuk baja ini memiliki kemampuan perbaikan yang baik.DRincian kinerja adalah sebagai berikut: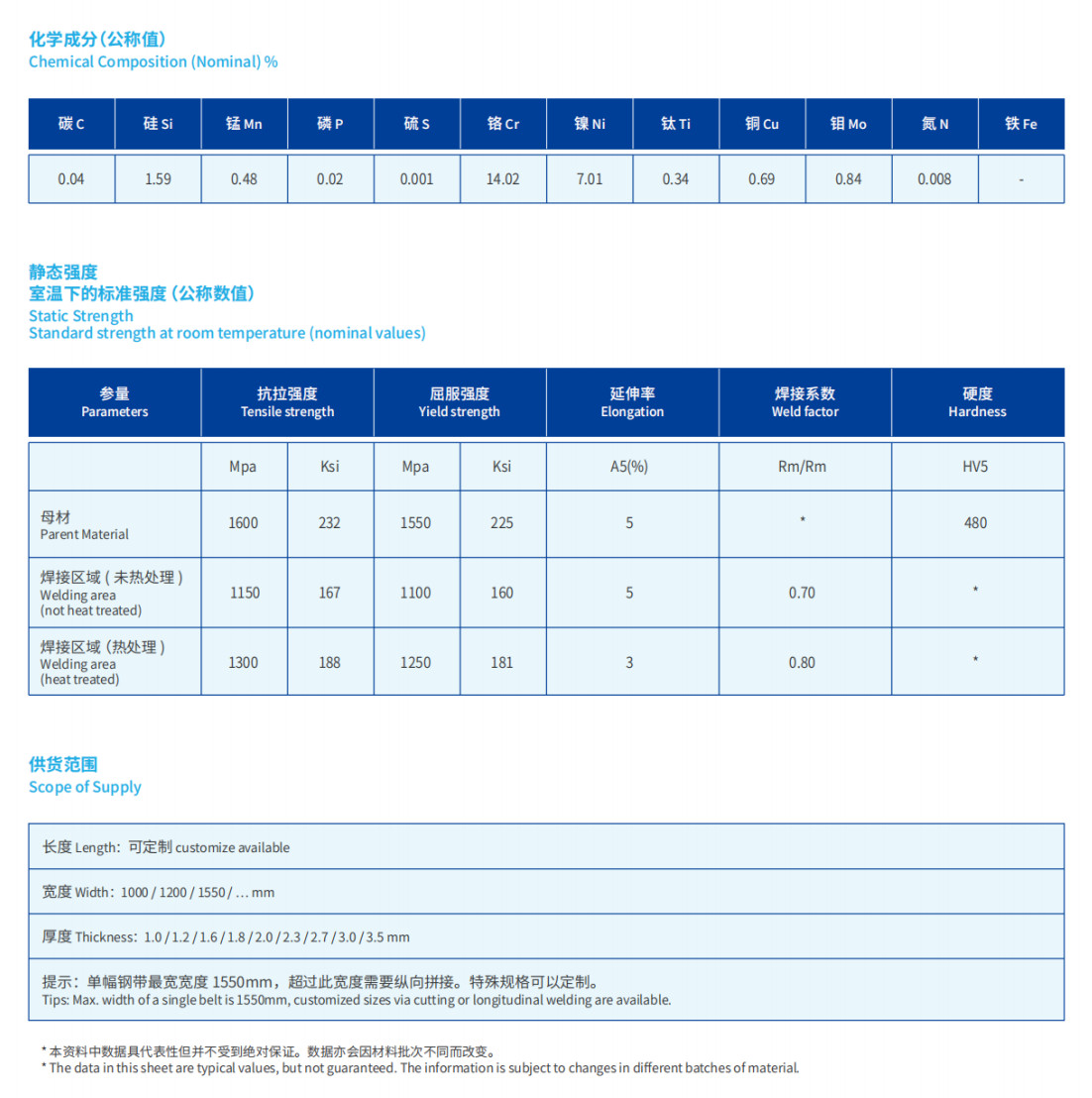
DibandingkantoSabuk jala perekat kawat baja domestik, pemilihan sabuk baja memiliki keunggulan nyata sebagai berikut:
1) Sabuk baja memiliki masa pakai yang lama, tahan suhu tinggi, tidak mudah memanjang, dan perawatannya sederhana dan praktis, sedangkan sabuk jaring perekat kawat baja perlu direkatkan kembali dalam jangka pendek, dan sabuk jaring mudah memanjang;
2) Kualitas permukaan produk yang dihasilkan dari strip baja tersebut baik, dan kerataan serta kehalusannya dapat mencapai persyaratan akurasi pemrosesan yang tinggi;
3) Tidak ada proses perekatan pada sabuk baja, dan peralatan pada dasarnya dapat beroperasi terus menerus selama 24 jam, dengan efisiensi produksi yang tinggi;
4) Permukaan strip baja dapat mencapai akurasi pemrosesan yang tinggi untuk memenuhi kebutuhan produk berkualitas tinggi;
5) Sabuk baja mudah dirawat, dan bagian yang rusak dapat dilepas dengan cara digali dan diperbaiki, lalu diganti dengan tambalan baru. Area yang luas dapat dipotong searah panjangnya dan dilas kembali menjadi bagian sabuk baja yang baru.
6) Tonjolan kecilsSabuk baja ini menggunakan metode penyusutan panas, yang dapat meningkatkan kerataan secara signifikan.
7) Jika sabuk baja mengalami deformasi memanjang di sepanjang sabuk baja, tidak ada metode perawatan yang baik. Kecuali jika diterapkan teknologi penyambungan memanjang dengan proses yang kompleks, tetapi biaya proses yang kompleks tersebut tinggi.
Bagaimana cara menggunakan sabuk baja dengan lebih baik?
Para pengguna sabuk baja sangat memperhatikan masa pakai sabuk baja, oleh karena itu kami telah merangkum poin-poin berikut yang berkaitan dengan masa pakai sabuk baja, dengan harapan dapat membantu.membantuAnda sebaiknya memahami sabuk baja kami.
Fpertama, sabuk baja akan menanggung terlalu banyak tekananakanMempengaruhi masa pakai.
Berapa tegangan optimal untuk sabuk baja? Tentu saja, semakin rendah tegangan yang ditanggung sabuk baja, semakin lama umur pakainya, yang harus dikombinasikan dengan kebutuhan pengguna dalam memproduksi produk karet. Secara umum, mengambil contoh aplikasi sabuk baja MT1650 di DLG-7Sebagai contoh, dengan menggunakan peralatan 00X1400 dari Pabrik Mesin Karet Shanghai No. 1, sebagian besar pengguna produksi menyesuaikan nilai pengukur hidrolik sekitar 15~20Mpa. Selain itu, karena diameter silinder hidrolik yang digunakan oleh mesin vulkanisasi drum untuk menopang rol ekstensi berbeda, nilai spesifiknya juga akan berbeda. Silakan berkonsultasi dengan produsen peralatan untuk nilai spesifik yang tertera pada tabel hidrolik mesin vulkanisasi drum.
Kedua, banyak pengguna berpikir bahwa semakin tebal sabuk baja, semakin tahan lamamasa hidupnyaSebelum membelinya, sebenarnya ada kesalahpahaman. Meskipun sabuk baja tebal dapat menahan benturan benda keras di dalam material dan tidak mudah menghasilkan lubang besar, sabuk baja tebal memiliki radius kelengkungan tekukan yang besar, sehingga lebih sensitif terhadap kerusakan kelelahan yang disebabkan oleh tekukan berulang, dan tegangan tekukannya lebih besar, jadi sabuk baja yang lebih tebalMungkin tidak memiliki masa pakai yang lebih lama.
Selain itu, setelah pemasangan sabuk baja, tidak disarankan untuk langsung menyesuaikan tekanan ke nilai yang dibutuhkan untuk produksi, dan tekanan harus ditingkatkan secara bertahap hingga operasi normal. Suhu sabuk baja juga harus ditingkatkan secara bertahap untuk mengurangi deformasi tegangan internal yang disebabkan oleh pemuaian dan penyusutan termal, dan alat pemanas tidak boleh dinyalakan saat mesin vulkanisasi berhenti beroperasi.
Terakhir, jika kondisi berikut terpenuhitidak diperhatikanSelama penggunaan, sabuk baja juga rentan terhadap kerusakan:
1) Kerusakan serius pada sabuk baja yang disebabkan oleh pengoperasian yang tidak tepat. Jika bahan karet sebagian tumpang tindih, benda asing seperti alat perawatan akan masuk ke dalam drum vulkanisator, mengakibatkan deformasi lokal pada strip baja dan meninggalkan bekas pada permukaan produk.
2) Jangka waktu perawatannya terlalu lama, dan permukaan sabuk baja harus dibersihkan setiap minggu.
3) Kualitas bahan baku vulkanisasi yang buruk. Hal ini terutama disebabkan oleh tegangan lokal yang berlebihan akibat adanya benda asing keras dalam bahan baku.
4) Peralatan tidak beroperasi dengan benar. Misalnya, penyimpangan sabuk baja yang disebabkan oleh berbagai alasan mengakibatkan sabuk baja berkerut.
5) Tepi strip baja membentuk sebuahtajamsudut, yang menyebabkan konsentrasi tegangan dan retakan
6) Sabuk baja tidak dibersihkan dengan baik,denganbenda asing yang menempel pada permukaan bagian dalam sabuk baja
7) Produk karet lebih sempit daripada lebar sabuk baja, dan tepi produk karet vulkanisir memberikan tekanan pada posisi yang sama pada sabuk baja dalam waktu yang lama.
8) Amplitudo rol penyesuaian manual terlalu besar, atau drum vulkanisator sering disetel
Beberapa perhitungan relevan tentang mesin vulkanisasi drum.
1. Diameter dan panjang drum
Mesin vulkanisasi drum menyelesaikan pemanasan, pemberian tekanan, dan vulkanisasi produk pada drum vulkanisasi. Oleh karena itu, diameter dan panjang drum vulkanisasi merupakan salah satu parameter yang paling representatif.
- Spesifikasi umum diameter drum utama adalah 350, 700, 1000, 1500, dan 2000 mm. Rasio diameter drum utama terhadap drum bantu adalah: D0 = 2/3D, dan diameter drum bantu D0 tidak boleh terlalu kecil, jika tidak akan memengaruhi umur kelelahan lentur sabuk penekan. Jika D0 terlalu besar, mesin akan besar dan sulit dioperasikan. Berdasarkan analisis di atas, diameter drum utama D untuk sabuk penekan lem gantung kawat baja, D=700~1000 mm adalah yang tepat;
- Untuk strip baja tipis, D=1500~2000mm adalah ukuran yang tepat. panjang drum utama,
- Berdasarkan lebar produk vulkanisasi, pada saat yang sama, masalah kekakuan juga harus diperhitungkan, oleh karena itu, rasio panjang-diameternya tidak boleh terlalu besar, umumnya L/D=1~3 sudah tepat.
Kedua, panjang dan ketebalan sabuk penekan.
- Tekanansabukmerupakan komponen utama untuk memastikan tekanan vulkanisasi produk, dan lebarnya ditentukan oleh lebar maksimum produk yang divulkanisasi.
-Lamanya tekanansabukdihitung berdasarkan struktur vulkanisator, dan seiring berkurangnya panjang L, masa pakai tekanansabukmenurun secara proporsional.
- Ketebalan sabuk penekan juga secara langsung memengaruhi kekuatan tarik, kekuatan lentur, dan umur kelelahan sabuk baja. Oleh karena itu, kesesuaian ketebalan sabuk akan secara langsung memengaruhi kinerja mesin vulkanisasi drum.
- Nilai optimal δ yang dihitung adalah:
δ =(PDD0 /2E)1/2
δ – ketebalan tekanansabukcm
Tekanan vulkanisasi P kg/㎠
Diameter drum vulkanisasi D-cm
E-Modulus elastisitas sabuk baja kg/㎠
D0 – Diameter rol minimum yang dilalui sabuk penekan, biasanya berdiameter cm pada rol penyesuaian atas dan bawah atau rol penegang.
3. Perhitungan tegangan sabuk baja
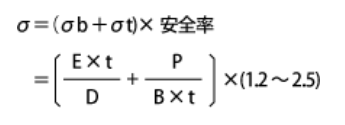
E: Koefisien elastisitas (kgf/mm2)
P: Tegangan sabuk baja (kg)
D: Diameter puli (mm)
B: Lebar sabuk baja (mm)
T: Ketebalan sabuk baja (mm)
Sebagai contoh, standar drum kecil belerang dari Pabrik Karet Shanghai No. 1, diameter drum kecil 400mm, diameter drum besar 700mm, diameter silinder 100mm. Ditekan pada tekanan 20MPa. Ukuran strip baja adalah: 7650*1.2*1380mm, maka perhitungannya adalah: (lihat gambar)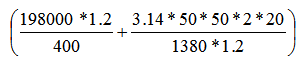 = 783,61 (kurang dari kekuatan luluh 1100MPa pada lasan)
= 783,61 (kurang dari kekuatan luluh 1100MPa pada lasan)
σ harus lebih rendah daripada kekuatan posisi pengelasan pada strip baja.
Jika Anda memiliki pertanyaan atau membutuhkan informasi lebih lanjut, jangan ragu untuk menghubungi kami~
Waktu posting: 11 Maret 2025